


工业的开展前景是非常广阔的。其间数控锯床得到了广阔用户的喜爱以及一致好评。用户能够依据自己的自己要求来挑选愈加合适自己的锯床,锯床种类繁多,每款都有它自己的特色优势,被广泛的运用于锯切职业中。关于锯切职业的专业人员来说愈加青睐于数控锯床,这其间的原因是什么呢 ,下面就跟我们一起来探讨一下吧。
数控锯床的根本构造
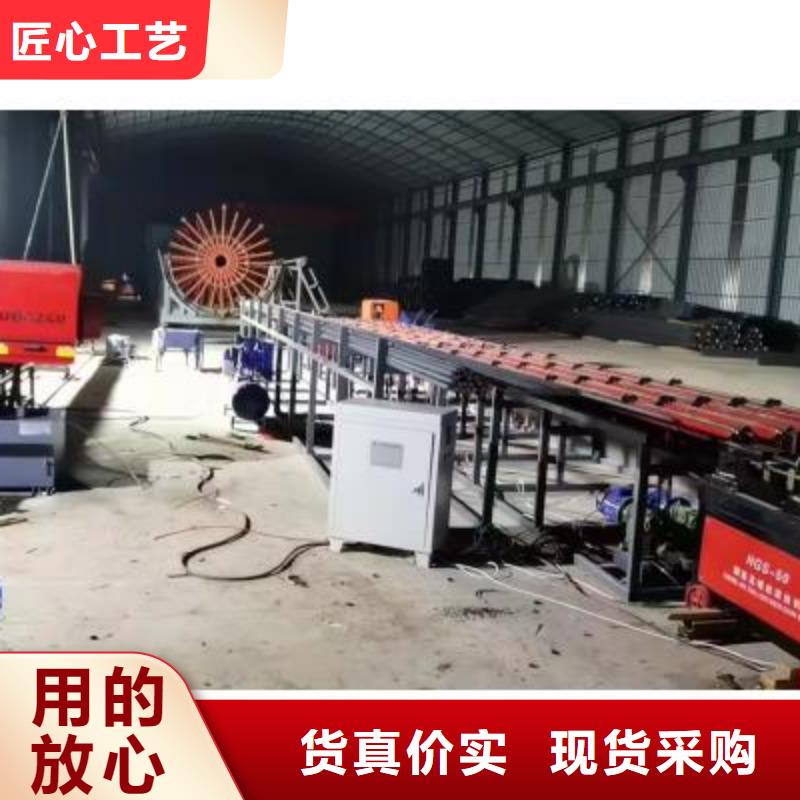
南湖钢筋带锯床先进锯床
不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?


锯齿过早钝化 1、 跑合时间不足或操作不当
2、 工件太硬
3、 线速度太快,进给太大
4、 锯带进给过小
5、 冷却不足
6、 工件夹杂硬块
7、 选齿不当
8、 锯带齿向安反
9、 张力太小
10、锯架上升不到位
11、新锯带切旧锯口 1、 注意新带跑合,适当减小进给
2、 检查工件加工条件,选择正确的锯带
3、 调整带锯条的线速度和进给量
4、 加大进给量,注意切削变形
5、 选择 冷却液
6、 检验工件硬度
7、 根据工件截面几何形状选择齿型
8、 重新安装锯带
9、 适度增大张力
10、重新调整锯架上升限位
11、避开旧锯口
技术规程
项目 主要技术要求
1.金属锯床作业岗位须编制《金属锯床作业岗位‘四清楚’卡》并悬挂在作业现场,作业人员须经过岗位培训考核,达标后发“上岗证”,上岗作业时须携带。
2.锯床工作位置应保证操作人员的,平台和通道必须防滑,必要时设置踏板和栏杆。



产品介绍
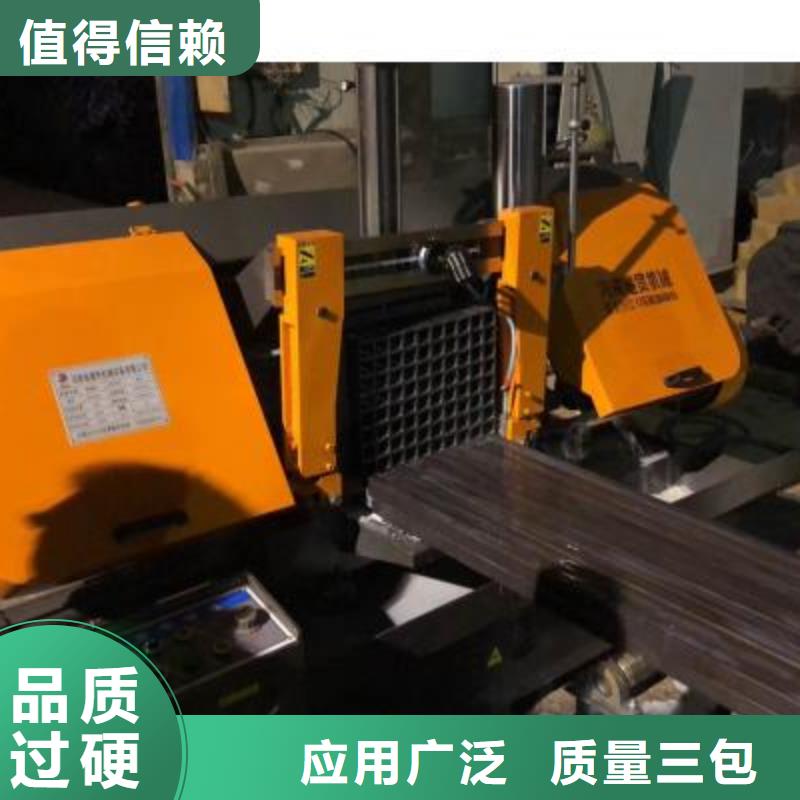
钢筋带锯床中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆传过液压夹紧油缸管内孔,转动手轮或按动按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成型焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮与锯梁上面的主动轮固结,二者同步旋转,左侧为锯条的回转运动,由主电机、皮带轮、涡轮付经两级变速将驱动穿递到主动轮,再由主动轮、锯条驱动被动轮来实现,锯条运转速度共三档。
1.本机采用台湾技术,双立柱结合,保证导向精度,锯削稳定可靠。
2.虎钳夹紧,锯切下的工件不会松动,避免压损锯带,保证锯带。
3.钢刷清屑,有效清理锯齿间铁屑,延长锯带使用寿命。
4.锯床传动机构精密平衡校正,减少振动确保锯带不易断齿,拉齿。
产品技术参数
产品型号 Gb4230 Gb4240 Gb4250
锯切能力mm 300-300*300 400-400*400 500*500*500
主电机功率kw 2.2 4 4
液压电机功率kw 0.742 0.75 0.75
锯带速度m/min 40/60/80 40/60/80 40/60/80
外形尺寸mm 1700*900*1400 2200*1500*1550 2800*1300*1800
工作方式 液压 液压 液压
机床重量kg 680 1500 1800


2、工件大而锯齿太小
3、锯带线速度太慢
4、进给太猛
5、切边或切边角
6、锯带卡壳、工件松动
7、锯带齿向安反
8、工件材质有问题,如硬块起皮
9、锯带张力太小
10、导向块松动卡带
11、锯带宽度选择有误
12、导向块磨损
13、锯带线速度太快
14、钢丝刷功能不当
15、切削液太少
16、锯床振动 1、重新选择与工件匹配的锯齿
2、减小进给量
3、适当增加线速度
4、正确选择下刀位置
5、避开边角处下刀
6、检查液压传动和夹紧装置,保证虎钳夹紧工件正常
7、重新安装锯带
8、检查工件硬度,确定加工条件
9、适度增大张力
10、检查导向块使其与锯带宽度相符
11、确定实际带宽,更换正确宽度锯带
12、更换导向块
13、适当降低线速度
14、调整钢丝刷位置
15、增加切削液流量,喷嘴对正锯口
16、检查带轮的偏磨耗,导臂松弛,要进行调整


建贸机械 有限公司拥有经验丰富的 重庆荣昌液压喷湿机厂家生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 重庆荣昌液压喷湿机厂家产品和服务。自成立起,便秉承着用心做 重庆荣昌液压喷湿机厂家产品,用心做服务的的理念;多年来,荣获重庆荣昌质量诚信示范企业;重庆荣昌质量诚信典型企业;重庆荣昌质量检验稳定合格产品;重庆荣昌 重庆荣昌液压喷湿机厂家产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。

